










About QUICK


 Intelligent soldering station
Intelligent soldering station

 Desoldering rework station
Desoldering rework station
 Smoke purification equipment
Smoke purification equipment
 Electrostatic protection device
Electrostatic protection device
 Testers
Testers
 Dispensing device
Dispensing device
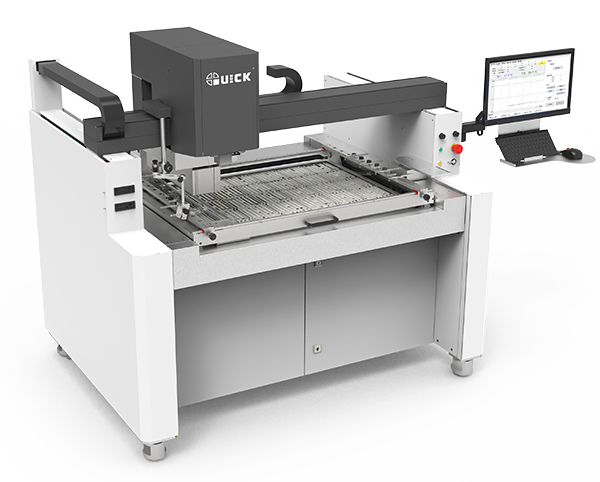
 BGA rework equipment
BGA rework equipment

焊咀的选择
正确的选择焊咀的尺寸和形状是非常重要的,合适的焊咀能使工作更有效率以及增加焊咀的耐用程度。
焊咀的大小与热容量有直接关系,进行连续焊接时,使用越大的焊咀,温度跌幅越小。
此外,因为大焊咀的热容量更高,焊接时相对能够使用比较低的温度,焊咀就不易氧化,相对延长了使用寿命。
一般来说,焊咀尺寸的选择以不影响邻近元器件为标准。选择能够与焊点充分接触的几何尺寸,能提高焊接效率。
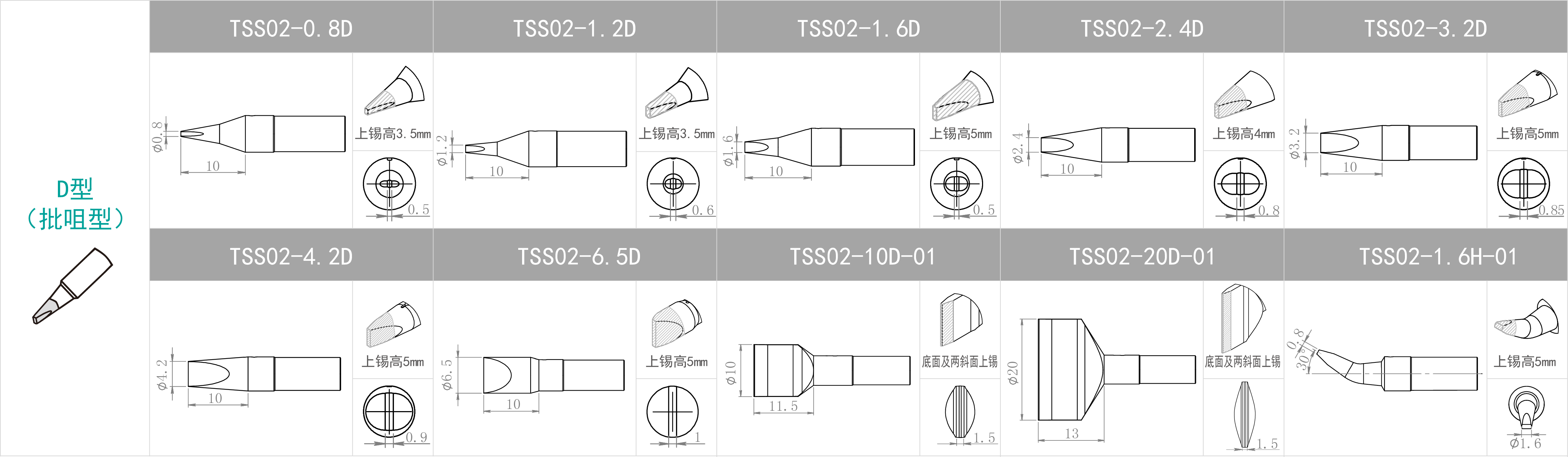
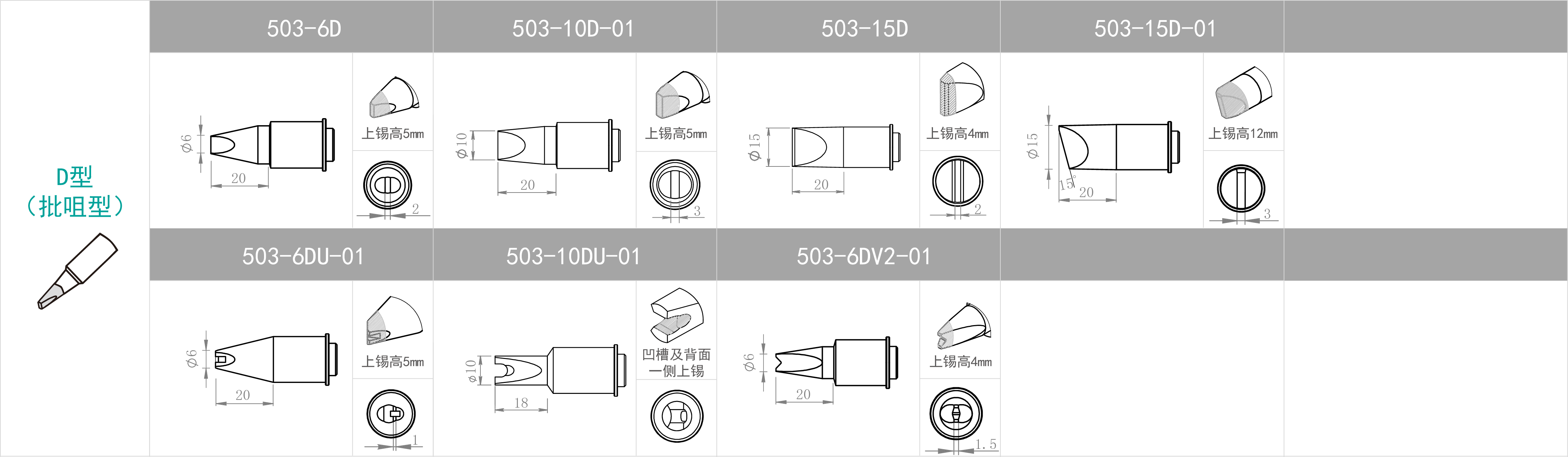
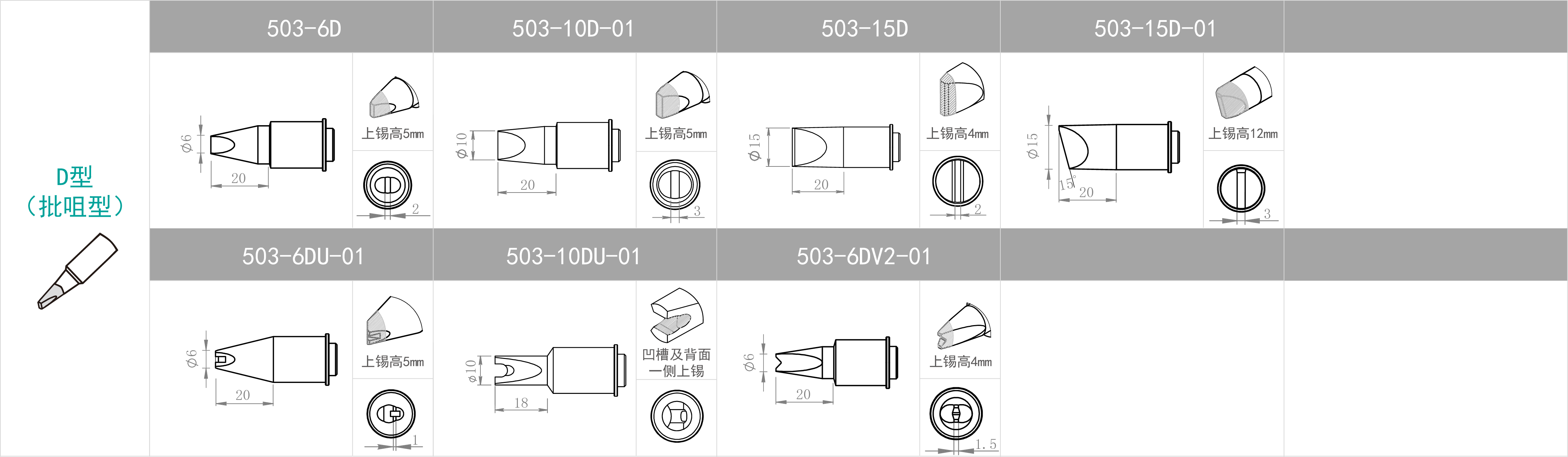
| I 型(尖型) | B型(圆锥形) | D型(一字批咀形) | C型(马蹄型) | K型(刀型) | |
| 特点 | 焊咀尖端尖细 | B型焊咀无方向性, 整个焊咀前端均可进行焊接 | 用批咀部分进行焊接 | 用焊咀前端斜面部分进行焊接。 适合需要多锡量之焊接 | 使用刀形部分焊接, 竖立式或拉焊式焊接均可。 属于多用途焊咀 |
| 应用场合 | 适合精细之焊接, 或焊接空间狭小之情况, 也可以修正焊接芯片时产生之锡桥 | 适合一般焊接, 无论大小的焊点, 都可使用B型焊咀 | 适合需要多锡量之焊接。 例如焊接面积大、粗端子、 焊点大的焊接环境 | C型焊咀应用范围与D型焊咀相似。 例如焊接面积大,粗端子, 焊点大的情况适用 | 适用于SOJ、PLCC、 SOP、QFP、 电源、接地元件,修正锡桥, 连接器等焊接 |
| 图示 |
|
|
|
|
|
焊咀的使用及保养
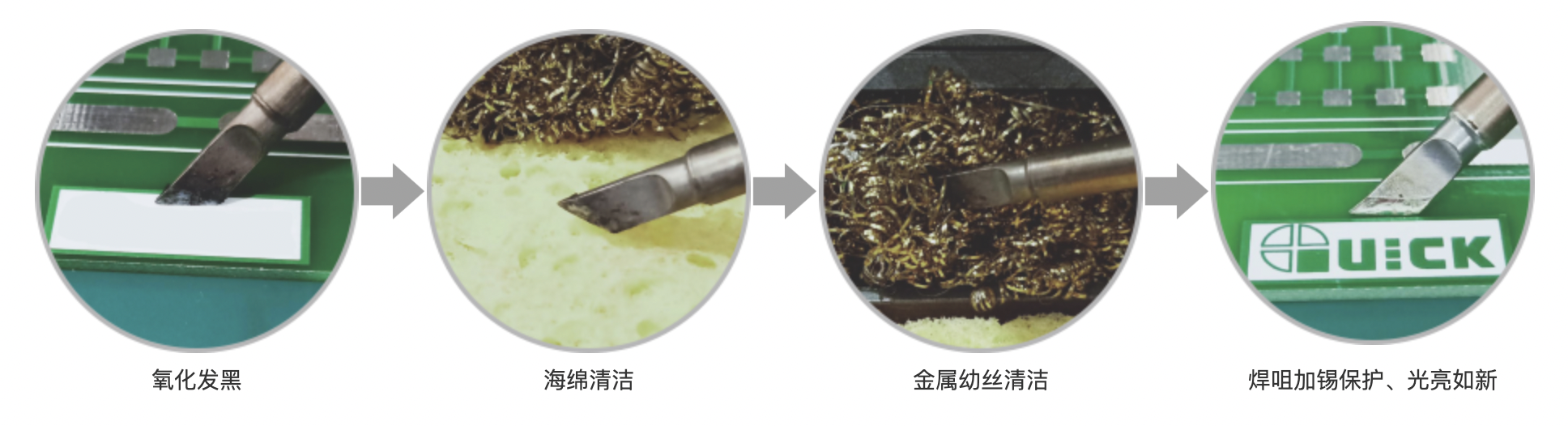
● 新的焊咀使用时,设置250~280℃给焊咀加锡保护。
● 根据焊点大小正确选择合适的焊咀尺寸。
● 防止焊咀氧化,放回烙铁架之前应先上一层新鲜的焊锡。
● 清洁海绵不宜太多水份,可以使焊咀得到良好的清洁效果,同时避免焊咀快速降温;使用非湿润的清洁海绵,会使焊咀受损而导致不上锡。
● 焊咀使用不当氧化后,不要通过打磨的方式来清洁表面镀层,请使用金属幼丝或复活膏在低温下(250-280℃)清洁焊咀。
● 焊接时勿重力施加在焊咀上并避免往同一处上锡使用。
● 尽量使用低温焊接,一般焊接温度控制在320~380℃,如果需要设置高温才能焊接,请分析焊台和焊咀的选择是否匹配。
焊咀除氧化步骤
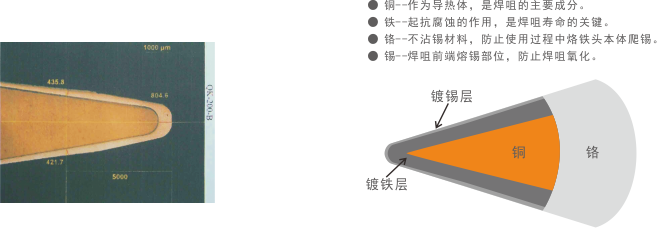
焊咀剖面图
可替换焊咀
QUICK TS1200 可替换焊咀



QUICK TS2200 203H 503 504 203D 376D 可替换焊咀




QUICK TS1100 236 969 967 375(A+ )375B+ 3104系列 可替换焊咀




QUICK TS2300 205 3205 376D-150可替换焊咀




QUICK 1300系列 可替换焊咀


QUICK 303D 可替换焊咀




QUICK 3202 713 可替换焊咀





PAY ATTENTION TO US
Soldering assembly/visual process
Intelligent terminal and Intelligent wear
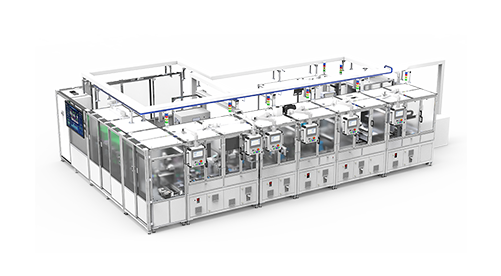
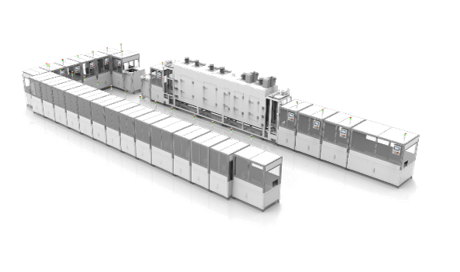
New energy
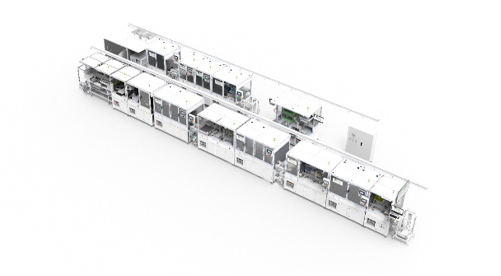
Semiconductor
Electro-optic display
About QUICK